Le cycle d’ébauche par profil répété, souvent associé au code G73 sur les commandes numériques de type Fanuc, est l’un des outils les plus puissants pour le tournage de pièces issues de bruts pré-formés (fonderie, forge, ou ébauche préalable).
Contrairement au G71 qui retire de la matière par passes linéaires, le G73 « copie » la forme finale en se décalant progressivement. Voici comment le maîtriser.
Pourquoi utiliser le cycle G73 ?
Si vous partez d’un cylindre plein, utilisez le G71. Mais si votre pièce ressemble déjà à sa forme finale (une pièce de fonderie par exemple), le G71 ferait énormément de « coupes dans le vide ».
Le G73 offre trois avantages majeurs :
- Gain de temps : Il réduit les trajectoires inutiles.
- Usinage constant : L’épaisseur de copeau reste homogène sur tout le profil.
- Moins d’usure : L’outil travaille de manière plus stable sur des pièces déjà profilées.
Structure du code (Format Fanuc)
Le cycle s’écrit généralement sur deux lignes :
G73 U(i) W(k) R(d);
G73 P(ns) Q(nf) U(u) W(w) F(f);
Signification des paramètres :
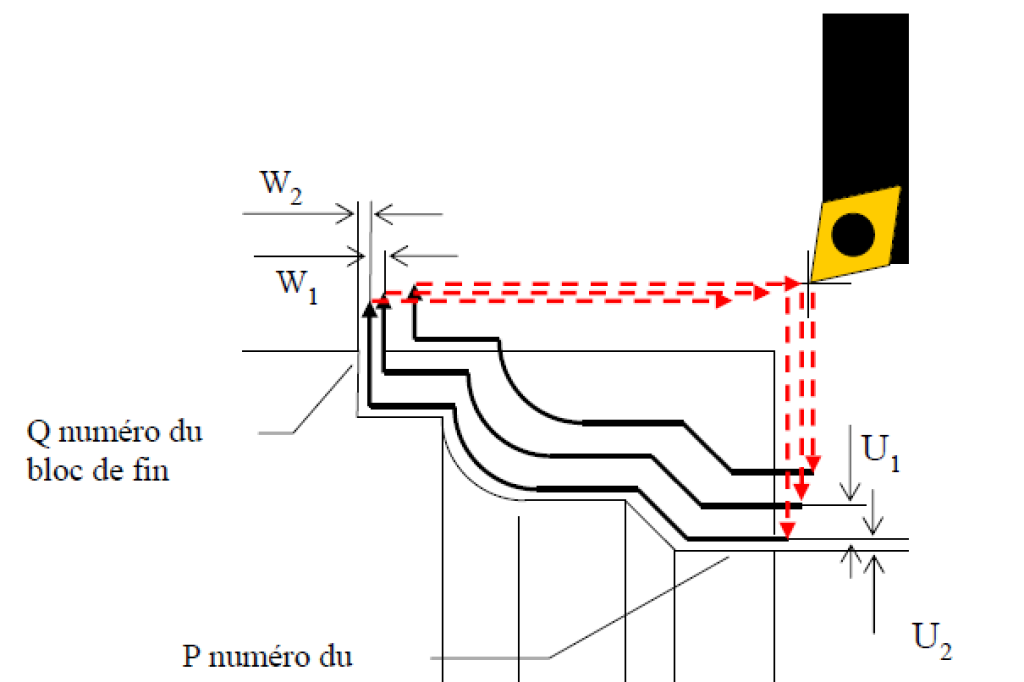
- Première ligne :
- U (i) : Distance et direction du retrait total en X (au rayon). C’est la « surépaisseur » totale du brut par rapport au profil fini.
- W (k) : Distance et direction du retrait total en Z.
- R (d) : Le nombre de divisions (le nombre de passes d’ébauche).
- Deuxième ligne :
- P (ns) : Numéro du premier bloc du profil.
- Q (nf) : Numéro du dernier bloc du profil.
- U (u) : Surépaisseur de finition en X (diamètre).
- W (w) : Surépaisseur de finition en Z.
- F (f) : Avance de l’outil.
Exemple Pratique
Imaginons que vous devez usiner une pièce de fonderie qui a déjà la forme de la piece finie avec une surepaisseur.
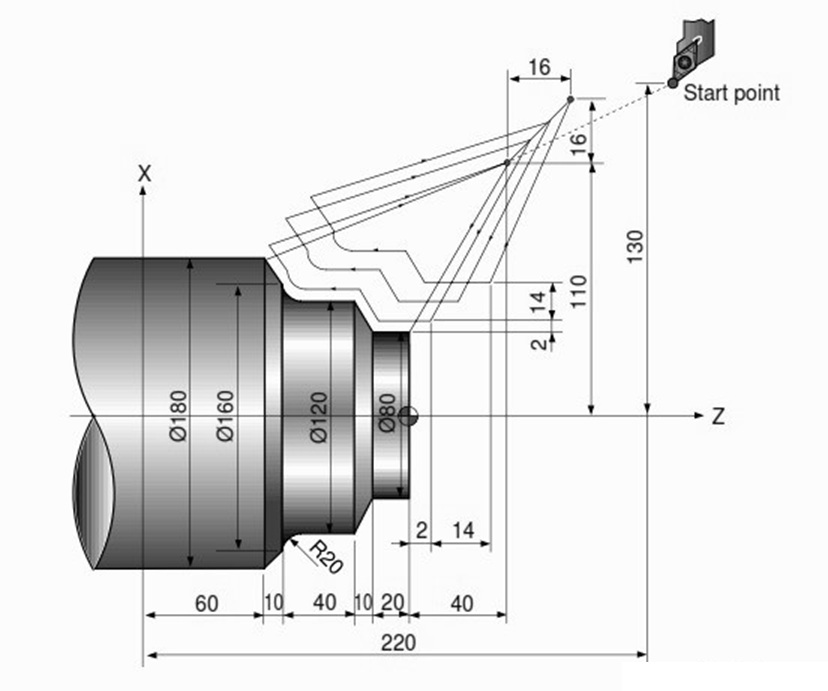
Programme en G-Code
N010 G00 X260.0 Z80.0
N011 G00 X220.0 Z40.0
N012 G73 U14.0 W14.0 R3
N013 G73 P014 Q020 U4.0 W2.0 F0.3 S0180
N014 G00 G42 X80.0 Z2.0
N015 G01 W-20.0 F0.15 S0600
N016 X120.0 W-10.0
N017 W-20.0 S0400
N018 G02 X160,0 W-20,0 R20,0
N019 G01 X180.0 W-10.0 S0280
N020 G40
N021 G70 P014 Q020
N022 G00 X260.0 Z80.0
N023 M30
Conseils pour réussir votre G73
1. Calculez bien votre « R »
Le paramètre R (nombre de passes) détermine la charge par dent. Si vous avez 4 mm de matière à enlever (U4.0) et que vous réglez R4, chaque passe enlèvera 1 mm au rayon. Assurez-vous que votre plaquette supporte cette profondeur.
2. Gérez les collisions
Attention : Comme l’outil suit la forme du profil, il se déplace de façon non-linéaire. Vérifiez toujours que l’arrière de l’outil ou le porte-outil ne vient pas heurter une collerette du brut lors des remontées.
3. La finition est séparée
N’oubliez pas que le G73 est un cycle d’ébauche. Une fois terminé, l’outil revient à son point de départ. Vous devrez appeler un cycle G70 (Finition) pour usiner les derniers millimètres (U et W de la deuxième ligne) et obtenir l’état de surface souhaité.



Ping : Liste des Code-G fanuc - Cnc machine