Dans le monde de la fabrication mécanique, le filetage reste l’une des opérations les plus courantes — et les plus critiques. Que ce soit pour assembler des pièces, transmettre un mouvement ou assurer une étanchéité, un filetage bien exécuté est synonyme de fiabilité, de performance et de durabilité. Sur une machine de tournage CNC, cette opération est réalisée avec une précision millimétrique grâce à des cycles de filetage automatisés, programmés directement dans le contrôleur de la machine.
Dans cet article, nous explorons en profondeur les cycles de filetage en tournage CNC, leur fonctionnement, leurs types, leurs avantages, ainsi que les bonnes pratiques à adopter pour garantir des résultats impeccables. Que vous soyez opérateur débutant ou ingénieur expérimenté, ces connaissances vous aideront à optimiser vos processus d’usinage.
Qu’est-ce qu’un cycle de filetage CNC ?
Un cycle de filetage est une séquence prédéfinie d’instructions G-code (langage de programmation des machines CNC) qui permet d’automatiser la création de filets sur une pièce tournée. Plutôt que de programmer manuellement chaque passe d’outil, le programmeur utilise un cycle fixe qui gère automatiquement :
- La profondeur de passe,
- La vitesse de coupe synchrone avec la rotation de la broche,
- Le retrait de l’outil entre les passes,
- Et la progression le long de l’axe Z (ou X, selon le type de filetage).
Ces cycles sont particulièrement utiles car ils réduisent le temps de programmation, minimisent les erreurs humaines et assurent une répétabilité parfaite d’une pièce à l’autre.
Les principaux types de filetages en tournage
Avant de plonger dans les cycles, il est essentiel de comprendre les types de filetages que l’on peut réaliser sur un tour CNC :
- Filetage extérieur (ou mâle) : réalisé sur la surface externe d’un cylindre (ex. : boulons).
- Filetage intérieur (ou femelle) : usiné à l’intérieur d’un alésage (ex. : écrous).
- Filetage métrique : le plus courant en Europe, défini par un diamètre nominal et un pas en millimètres (ex. : M10x1.5).
- Filetage Whitworth (BSW) : standard britannique, à profil triangulaire à 55°.
- Filetage trapézoïdal : utilisé dans les transmissions de puissance (ex. : vis à billes).
- Filetage conique : comme le filetage NPT (National Pipe Taper), utilisé en plomberie.
Chaque type peut être programmé via un cycle adapté, en tenant compte du pas, du diamètre initial, de la profondeur finale et de la géométrie de l’outil.
Les cycles de filetage les plus utilisés
1. Cycle G32 (Filetage simple en interpolation linéaire)
Le G32 est le cycle de base, souvent appelé “filetage en un seul bloc”. Il permet de créer un filet en une seule passe, sans gestion automatique de la profondeur. L’opérateur doit programmer manuellement chaque passe, ce qui le rend fastidieux mais très flexible.
Exemple de code G32 (filetage extérieur M10x1.5) :
G97 S600 M03 ; Rotation broche à 600 tr/min
G00 X9.8 Z2.0 ; Positionnement initial
G32 Z-20.0 F1.5 ; Filetage jusqu’à Z=-20 avec pas de 1.5 mm
G00 X12.0 ; Retrait radial
G00 Z2.0 ; Retour en position initialeÀ retenir : G32 exige une synchronisation parfaite entre la vitesse de broche et l’avance (F = pas × RPM). Il est rarement utilisé en production série, mais utile pour des filetages spécifiques ou non standards.
2. Cycle G76 (Cycle de filetage multiple – ISO)
Le G76 est le cycle le plus répandu sur les machines modernes (Fanuc, Siemens, etc.). Il gère automatiquement toutes les passes successives, le retrait oblique de l’outil (pour éviter le frottement sur le flanc du filet), et la finition.
Syntaxe simplifiée (Fanuc) :
G76 P(m)(r)(a) Q(Δdmin) R(d)
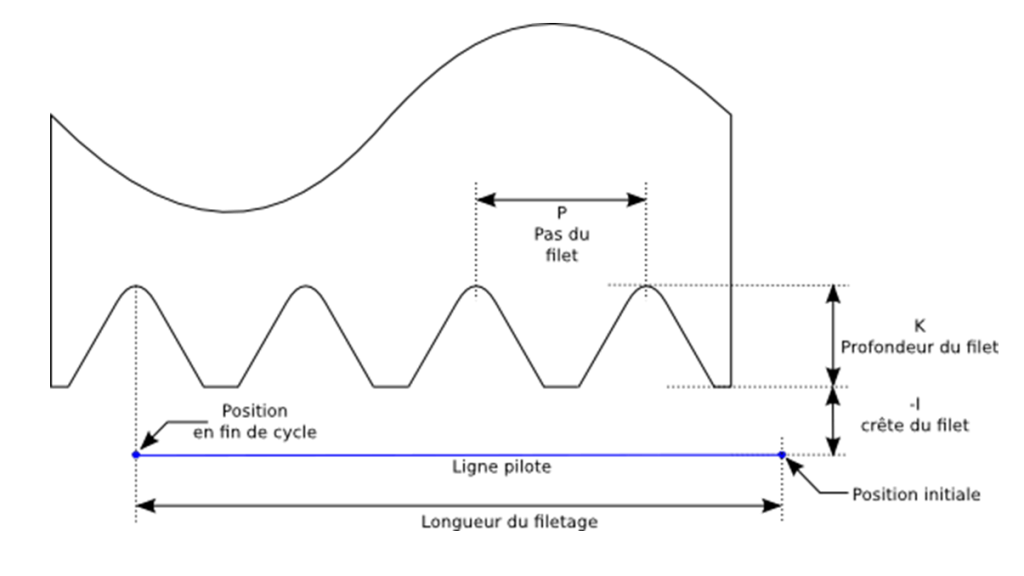
G76 X(U)_ Z(W)_ R(i) P(k) Q(Δd) F(f)m: nombre de passes de finitionr: retrait en Z à la fin du fileta: angle de retrait de l’outil (29°, 30°, etc.)k: hauteur du filetΔd: profondeur de la première passeF: pas du filet
Avantages du G76 :
- Réduction drastique du temps de programmation
- Contrôle fin de la qualité de surface
- Adapté aux filetages longs ou profonds
3. Cycle G92 (Cycle de filetage simple – style “cylindrique”)
Le G92 est un cycle plus ancien, encore utilisé sur certaines machines. Il ressemble à G32 mais permet une programmation en blocs multiples avec gestion partielle des passes.
Exemple :
G92 X9.5 Z-20.0 F1.5
X9.0
X8.7
...Remarque : G92 est moins flexible que G76 et ne gère pas le retrait oblique. Il est à éviter pour les filetages de précision.
Paramètres critiques à maîtriser
Pour réussir un filetage CNC, plusieurs paramètres doivent être soigneusement contrôlés :
✅ Synchronisation broche-outil (Constant Surface Speed non applicable)
Contrairement aux autres opérations de tournage, le filetage nécessite une vitesse de broche constante (mode G97), car l’avance dépend directement du pas et de la rotation. Le mode G96 (vitesse de coupe constante) est à proscrire.
✅ Choix de l’outil de filetage
Les plaquettes de filetage doivent correspondre exactement au profil du filet (60° pour métrique, 55° pour Whitworth). Un mauvais angle entraîne un mauvais contact et une usure prématurée.
✅ Calcul de la profondeur totale du filet
La profondeur théorique d’un filet métrique est donnée par :
H = 0.866 x pas
La profondeur réelle usinée est souvent légèrement inférieure pour éviter le surdimensionnement.
✅ Longueur de dépassement (run-in/run-out)
Il faut toujours prévoir une zone d’entrée et de sortie (généralement 2 à 3 fois le pas) pour permettre à l’outil d’atteindre la pleine profondeur sans marquer la pièce.
Bonnes pratiques pour un filetage de qualité
- Utilisez le cycle G76 dès que possible – il est conçu pour la production.
- Vérifiez la rigidité de la pièce – un filetage sur une pièce trop longue ou mal soutenue provoque des vibrations et des erreurs de pas.
- Lubrifiez correctement – un bon fluide de coupe réduit la chaleur, améliore la finition et prolonge la vie de l’outil.
- Contrôlez avec des calibres ou un micromètre à filet – la vérification dimensionnelle est indispensable.
- Évitez les arrêts en cours de filetage – une interruption peut désynchroniser l’outil et ruiner la pièce.
Erreurs fréquentes (et comment les éviter)
| Erreur | Cause probable | Solution |
|---|---|---|
| Pas irrégulier | Vitesse de broche instable ou G96 activé | Utiliser G97, vérifier le codeur de broche |
| Outil qui casse | Profondeur de passe trop importante | Réduire Δd, utiliser plusieurs passes |
| Filet trop serré | Diamètre de départ trop petit | Calculer correctement le diamètre extérieur |
| Bruit / vibration | Pièce mal serrée ou outil émoussé | Vérifier le serrage, affûter ou changer l’outil |
Conclusion : Le filetage CNC, un alliage de précision et d’intelligence
Le filetage en tournage CNC n’est pas simplement une question de “tourner et avancer”. C’est une opération hautement synchronisée, où chaque paramètre du choix du cycle à la géométrie de l’outil influence directement la qualité finale. Grâce aux cycles comme G76, les fabricants peuvent produire des filetages complexes avec une efficacité maximale et une répétabilité industrielle.



Ping : Liste des Code-G fanuc - Cnc machine