Si vous avez passé suffisamment de temps sur des centres d’usinage à commande numérique FANUC, vous savez déjà écrire du code G, régler les macros et optimiser les avances et vitesses de coupe. Mais lorsqu’une alarme inexpliquée se déclenche, que le cycle de démarrage refuse de s’enclencher, ou que la machine se comporte de manière erratique pendant un changement d’outil, la solution se trouve rarement dans votre programme ISO. Elle réside plus profondément dans le système nerveux de la commande : le PMC (Programmable Machine Controller) FANUC.
Beaucoup d’opérateurs et de programmeurs appellent à tort toutes les données internes des « variables », mais FANUC établit une distinction claire entre les variables macro du code G (#100, #500, etc.) et l’architecture mémoire du PMC. C’est dans cette dernière que la commande dialogue réellement avec la machine-outil. Si vous souhaitez diagnostiquer les pannes comme un technicien de maintenance, intégrer de l’automatisation personnalisée ou modifier en toute sécurité la logique du constructeur, vous devez comprendre les cinq types d’adresses PMC fondamentaux : X, Y, R, F et G.
Dans cet article, nous expliquerons exactement ce que sont ces signaux, comment FANUC les structure en mémoire, comment les données circulent lors d’un cycle de balayage, et comment les utiliser de manière sûre et efficace.
Les fondations du PMC : L’automate intégré FANUC
Avant de plonger dans les types d’adresses individuels, il est utile de comprendre où ils résident. Chaque commande CNC FANUC contient un automate programmable intégré appelé PMC (Programmable Machine Controller). Alors que la partie CNC gère l’interpolation, la compensation d’outil et l’exécution des programmes, le PMC gère tout le reste : les sécurités et interverrouillages, les pompes de liquide de refroidissement, l’orientation de broche, les changeurs d’outils, la sélection des modes de fonctionnement, la gestion des alarmes et les entrées du pupitre opérateur.
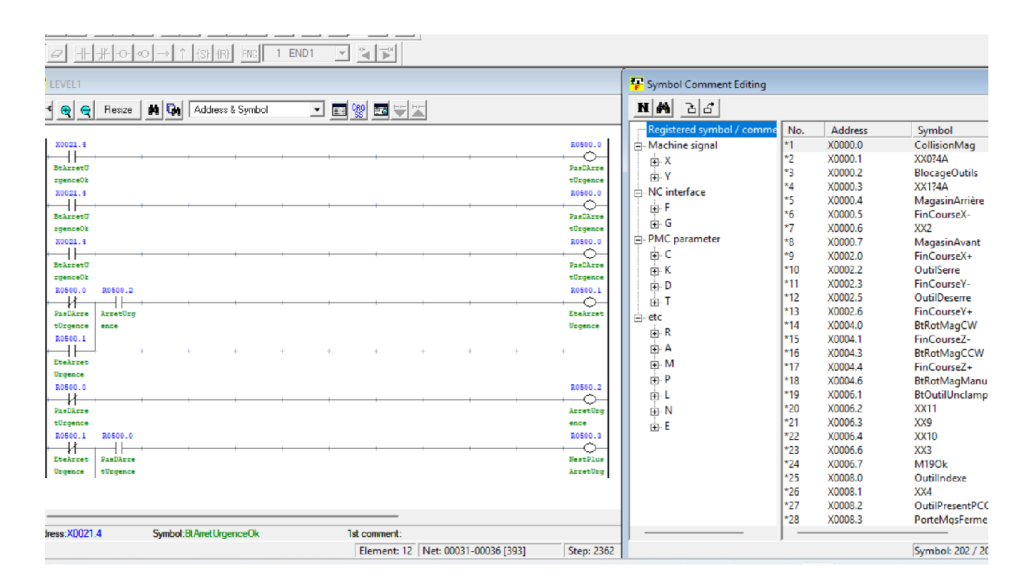
Le PMC n’utilise pas de tags PLC traditionnels. À la place, il organise la mémoire en familles d’adresses fixes. Chaque famille sert une direction de communication ou une fonction spécifique. Les constructeurs de machines-outils (MTB) utilisent les logiciels Ladder III ou Ladder V de FANUC pour écrire la logique personnalisée qui lit et écrit dans ces adresses. Lorsque vous appuyez sur un bouton du pupitre ou qu’un capteur de proximité se déclenche, le signal traverse cette architecture. La comprendre transforme le tâtonnement en dépannage systématique.
Décodage des types de signaux fondamentaux : X, Y, R, F, G
Signaux X : Entrées machine vers le PMC
Direction : Matériel machine → PMC
Accès : Lecture seule du point de vue du PMC
Objectif : Remontée d’état physique
Les adresses X représentent les entrées discrètes câblées depuis la machine-outil vers le PMC. Cela inclut les fins de course, les verrouillages de porte, les capteurs de pression, les détecteurs de présence d’outil et les boutons-poussoirs de l’opérateur. Le PMC scrute continuellement ces adresses pour connaître l’état physique de la machine.
Exemple : X1008.3 peut indiquer « Mandrin fermé ». Si la logique ladder s’attend à ce bit à 1 avant d’autoriser la rotation de broche, mais que le bit reste à 0, la commande bloquera le cycle et générera généralement une alarme. Les signaux X sont en lecture seule dans le ladder ; vous ne pouvez pas les forcer depuis le PMC. Si un signal X ne se comporte pas comme prévu, le défaut se situe dans le câblage, les capteurs ou l’alignement mécanique.
Signaux Y : Sorties du PMC vers la machine
Direction : PMC → Matériel machine
Accès : Écriture seule du point de vue du PMC
Objectif : Pilotage des actionneurs physiques
Les adresses Y commandent les relais, les électrovannes, les voyants lumineux, les contacteurs et autres matériels externes. Lorsque la logique ladder évalue une condition et positionne un bit Y, le PMC energise le circuit de sortie correspondant.
Exemple : Y1012.0 pourrait commander le « Démarrage pompe hydraulique ». Contrairement aux signaux X, les bits Y sont pilotés par le ladder. Si une sortie Y ne s’active pas, le problème réside généralement dans la logique PMC, un fusible de sortie grillé, un relais défectueux ou une bobine en court-circuit. Les signaux Y ne doivent jamais être forcés manuellement en fonctionnement normal, sauf si vous comprenez parfaitement l’état du matériel en aval.
Signaux F : Statut CNC vers le PMC
Direction : CNC → PMC
Accès : Lecture seule du point de vue du PMC
Objectif : État opérationnel de la CNC et diagnostics
Les adresses F sont le moyen pour la CNC de diffuser son état interne au PMC. Elles sont largement documentées dans les manuels de signaux FANUC et couvrent tout, du mode de fonctionnement (F0.0–F0.3), au statut de rotation de broche, en passant par la fin d’interpolation des axes, les états d’alarme, les conditions de variables macro et les indicateurs d’exécution de programme.
Exemple : F1.2 indique que la commande de rotation directe de broche est active. F0.7 signale que la commande est en mode MDI. Le PMC lit ces signaux en continu pour prendre des décisions logiques. Par exemple, un rung ladder peut lire F0.2 (mode Auto) et F1.2 (Rotation broche sens direct) avant d’activer un convoyeur à copeaux. Comme les signaux F reflètent l’état interne de la CNC, ils ne peuvent pas être écrasés par le PMC. Ils constituent la source de vérité sur ce que la commande fait réellement.
Signaux G : Commandes du PMC vers la CNC
Direction : PMC → CNC
Accès : Écriture seule du point de vue du PMC
Objectif : Routage des commandes et du contrôle
Les adresses G sont l’inverse des signaux F : elles permettent au PMC d’envoyer des commandes à la CNC. Cela inclut le démarrage de cycle (G7.2), l’arrêt d’avance (G8.5), la réinitialisation (G8.0), la sélection de mode, les demandes de surcharge et les commandes d’arrêt de programme. L’écriture dans les signaux G est puissante mais dangereuse. Un signal G mal synchronisé peut interrompre l’usinage, déclencher un mouvement d’axe involontaire ou corrompre l’exécution du programme.
Exemple : Lorsque l’opérateur appuie sur « Démarrage cycle », l’entrée du pupitre met à jour un bit X. Le ladder valide les conditions de sécurité, puis positionne G7.2. La CNC détecte l’état haut et commence à exécuter le programme ISO. Les constructeurs de machines-outils verrouillent soigneusement les signaux G avec des interverrouillages, des temporisateurs et des indicateurs d’état pour prévenir toute activation accidentelle. N’écrivez jamais dans des adresses G réservées sans consulter la documentation officielle des signaux FANUC pour votre série de commande spécifique.
Registres R : Mémoire interne du PMC
Direction : PMC interne ↔ PMC interne
Accès : Lecture/Écriture
Objectif : Indicateurs logiques, stockage temporaire, séquençage et données utilisateur
Les adresses R sont les chevaux de bataille de la logique ladder du PMC. Elles fonctionnent comme des relais internes, mémorisant des bits qui suivent les états machine, les étapes de séquence, la fin de temporisation, les valeurs de compteur et les indicateurs personnalisés. Contrairement aux signaux X/Y/F/G, les registres R sont entièrement internes au PMC. Ils ne se connectent pas directement au matériel ou à la CNC.
Exemple : R500.0 peut signifier « Séquence de changement d’outil active ». R500.1 pourrait signifier « Serrage d’outil confirmé ». R1000 à R1999 sont souvent réservés par les constructeurs pour le stockage de données personnalisées ou l’intégration macro. Les registres R peuvent être adressés au niveau bit (R500.3) ou au niveau mot (R500 pour des données 16 bits). Certaines adresses R conservent leurs valeurs après une coupure de courant (non volatiles), tandis que d’autres se réinitialisent au démarrage. Les constructeurs définissent quelles plages sont persistantes en fonction de la configuration mémoire de la commande.
Architecture mémoire et flux de données
La mémoire PMC de FANUC n’est pas un espace RAM plat. C’est une architecture structurée, balayée cycliquement, conçue pour un contrôle temps réel déterministe. Voici comment elle fonctionne en interne :
Le cycle de balayage
- Lecture des entrées : Le PMC échantillonne tous les signaux X et les entrées physiques.
- Synchronisation CNC : La CNC écrit l’état courant dans les registres F. Le PMC les lit.
- Exécution du ladder : Le PMC traite la logique ladder de haut en bas, évaluant les bits X, F et R, puis calculant les nouveaux états Y et G.
- Écriture des sorties : Les signaux Y pilotent le matériel externe. Les signaux G sont envoyés à la CNC.
- Mise à jour des R : Les indicateurs internes et les compteurs sont mis à jour pour le prochain balayage.
Ce cycle se répète continuellement, typiquement en 8 à 32 millisecondes selon la série de commande et la taille du ladder. La vitesse est la raison pour laquelle comprendre le flux de données est important : un bit positionné dans un rung peut ne pas affecter un autre avant le prochain balayage. Une logique mal structurée peut provoquer des conditions de course ou des états manqués.
Adressage bit vs mot
Le PMC FANUC utilise une mémoire alignée sur les octets, mais la plupart des signaux sont accédés au niveau bit (Adresse.Bit). Par exemple, F0.0 à F0.7 occupent un octet. L’accès au niveau mot (R100) lit 16 bits consécutifs comme un entier. Ceci est crucial lors du transfert de données entre le PMC et les variables macro en utilisant les variables système comme la série #1032 ou #1100. Un mauvais alignement (par exemple, lire un mot qui traverse une limite matérielle) renverra des données corrompues.
Zones réservées vs zones utilisateur
FANUC et les constructeurs partitionnent strictement la mémoire. Les plages basses de F et G sont réservées aux fonctions CNC de base. Les plages supérieures peuvent être disponibles pour la logique personnalisée. Les registres R sont également partitionnés : certains sont volatils, d’autres non volatils, d’autres réservés pour la gestion d’outils ou la communication macro. Écraser des adresses réservées peut provoquer un comportement erratique, la perte de paramètres ou des défauts de commande. Référez-vous toujours au Manuel de Maintenance et au Manuel des Signaux de votre commande avant de modifier la logique ladder.
Applications pratiques et bonnes pratiques
Maîtriser l’architecture des signaux X, Y, R, F, G transforme votre interaction avec les commandes FANUC. Voici comment l’appliquer de manière sûre et efficace :
1. Traçage des signaux plutôt que devinettes
Lorsqu’une alarme se déclenche, ne redémarrez pas simplement la machine. Utilisez l’écran de contrôle E/S du PMC (SYSTEM > PMC > PMCDGN > STATUS) pour tracer la chaîne de signaux exacte. Le capteur de fin de course de porte rapporte-t-il réellement sur X ? Le PMC écrit-il le bon Y vers l’électrovanne ? Un signal F manquant que le ladder attend-il ? Le traçage de signaux isole les défauts matériels, logiques ou CNC en quelques minutes.
2. Documentez vos registres R
Les constructeurs laissent souvent les registres R non documentés, transformant le dépannage en archéologie. Créez une cartographie des signaux : R500.0 = Changement outil actif, R500.1 = Changement outil terminé, R600 = Compteur de pièces personnalisé. Stockez-la dans votre classeur de maintenance et votre dossier de sauvegarde. Votre futur vous (et vos collègues) vous remercieront.
3. Ne forcez jamais F/G sans contexte
Le moniteur PMC permet le forçage manuel de bits, mais forcer les signaux F ou G contourne les interverrouillages de sécurité. Forcer G7.2 (Démarrage cycle) alors qu’un outil est desserré peut crasher la broche. Forcez les signaux uniquement à des fins de diagnostic, et annulez toujours les modifications avant de lancer la production.
4. Pontez PMC et variables macro en toute sécurité
Les variables macro du code G (#) et les registres PMC (R, F, G) vivent dans des espaces mémoire différents. Pour transférer des données entre eux, utilisez les variables système FANUC. Par exemple, la série #1000 lit/écrit les registres de données PMC, tandis que #3000 déclenche des alarmes depuis les macros. Validez toujours les plages de données et le timing de balayage lors du franchissement de la frontière CNC/PMC.
5. Sauvegardez avant chaque modification du ladder
Les modifications du ladder PMC nécessitent une sauvegarde complète : paramètres, compensation de pas d’avance, programmes macro et le fichier ladder .LAD. Utilisez FANUC Ladder III/IV avec transfert Ethernet ou PCMCIA/USB. Testez les modifications en mode simulation lorsque c’est possible. Un seul signal G mal placé peut rendre une machine inutilisable jusqu’à la restauration du ladder.
Conclusion
L’architecture mémoire X, Y, R, F et G de FANUC n’est pas juste une liste d’adresses. C’est un protocole de communication méticuleusement conçu qui fait le pont entre le code, la commande et la machinerie physique. Alors que le code G dit à la machine quoi usiner, le PMC lui dit quand et comment le faire en toute sécurité. Comprendre ces types de signaux, leurs limites de lecture/écriture et leur flux à travers le cycle de balayage vous élève de programmeur de pièces à véritable intégrateur CNC.
La meilleure façon d’apprendre est la pratique. Chargez une sauvegarde ladder sûre, ouvrez le moniteur PMC, déclenchez des entrées, observez les sorties se mettre à jour, et tracez comment les registres R mémorisent l’état. Recoupez tout avec les manuels de signaux officiels de FANUC. Avec de la pratique, vous diagnostiquerez les alarmes plus rapidement, personnaliserez l’automatisation en toute confiance et maintiendrez vos machines en fonctionnement à une fiabilité maximale. Dans la fabrication moderne, ce n’est pas juste une compétence technique c’est un avantage concurrentiel.