Introduction
Dans le monde de l’usinage par enlèvement de matière, le tournage CNC permet de réaliser des pièces cylindriques complexes avec une grande précision. Parmi les opérations récurrentes figure le creusement de gorges (ou rainures), utilisé notamment pour loger des joints toriques, des circlips, ou encore préparer des zones de filetage.
Les commandes numériques modernes comme Fanuc, Siemens Sinumerik et Heidenhain offrent des cycles fixes ou cycles de gorge spécialisés pour automatiser ces opérations. Bien que l’objectif soit similaire, la syntaxe, les paramètres et la philosophie de programmation varient significativement d’un système à l’autre.
Cet article compare les approches de ces trois grands constructeurs en matière de cycles de gorge, en mettant en lumière leurs spécificités, leurs avantages et leurs limites.
1. Fanuc Simplicité et modularité du G-code
Fanuc domine le marché mondial des CNC, notamment en tournage. Ses cycles de gorge s’appuient sur des codes G prédéfinis, simples à intégrer dans un programme ISO.
Cycle principal : G75 – Gorge en dressage (externe ou interne)
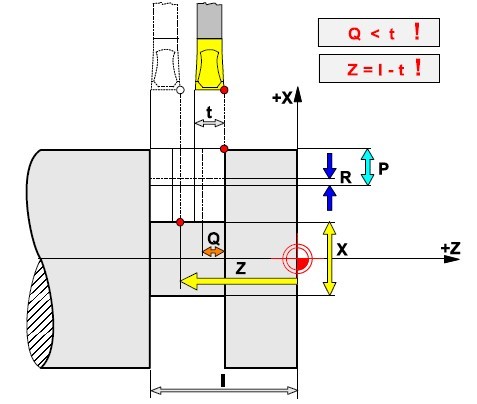
- Idéal pour les gorges droites perpendiculaires à l’axe (Z).
- Permet le débourrage (chip breaking) via des retraits programmés.
Exemple (gorge externe) :
G75 R1.0 (Retrait radial en fin de passe)
G75 X20.0 Z-25.0 P2000 Q1000 F0.1- X20.0 : diamètre final
- Z-25.0 : position axiale
- P2000 : profondeur de passe (en µm → 2 mm)
- Q1000 : pas de décalage axial (si rainure large)
Autre option : G74 pour les gorges intérieures ou perçage axial.
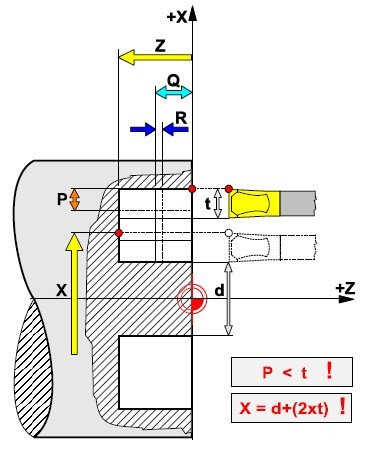
R … : Valeur du retour (cette valeur est modale).
X… : diamètre du fond de trou
Z… : Cote de fond du trou/OP.
P… : profondeur d’usinage successive dans la direction X (sans signe).
Q… : profondeur d’usinage successive dans la direction Z (sans signe).
F…: Vitesse d’avance en mm/min
Point fort Fanuc : syntaxe concise, très répandue, documentation abondante.
Limite : peu de flexibilité pour les profils complexes sans sous-programmes.
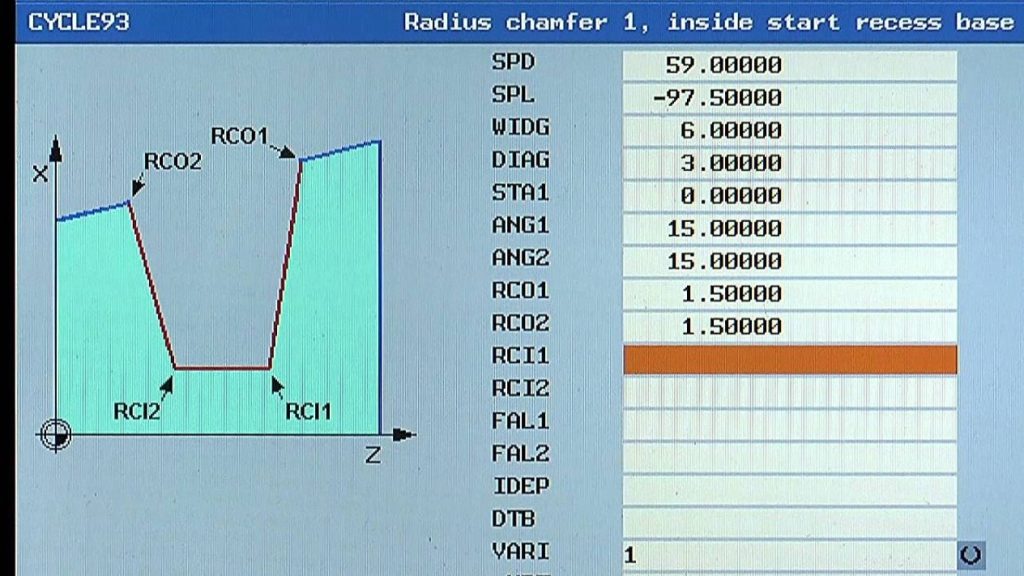
2. Siemens Sinumerik Programmation par cycles technologiques (CYCLE954)
La philosophie de Siemens repose sur des cycles technologiques hautement paramétrables, intégrés dans le langage ShopMill/ShopTurn ou SINUMERIK 840D.
Cycle principal : CYCLE954 – Gorge (Grooving Cycle)
Ce cycle gère :
- Gorge externe / interne
- Profils droits, coniques ou à contours personnalisés
- Stratégies de copeaux, retraits automatiques, finition
Exemple (TNC ou 840D avec ShopTurn) :
CYCLE954(
"GORGEP", (Nom du profil ou paramètres)
DIS=20, (Diamètre final en mm)
Z1=-25, (Position Z de départ)
Z2=-27, (Position Z de fin → largeur = 2 mm)
DOC=1.0, (Profondeur par passe)
FAL=0.2, (Surépaisseur pour finition)
FALD=0.1, (Surépaisseur radiale)
FF=0.1, (Avance finition)
RPM=1200
)Point fort Sinumerik : grande flexibilité, intégration fluide dans les environnements CAO/FAO, gestion avancée de la finition.
Limite : syntaxe plus verbeuse, courbe d’apprentissage plus raide pour les programmeurs ISO habitués à Fanuc.
3. Heidenhain TNC Programmation dialogique
Heidenhain, plus courant en fraisage, propose également des cycles en tournage (surtout sur les commandes TNC 640 ou TNC 620 dotées de fonctions de tournage).
Cycle : CYCL 252 – Rainurage (Grooving)
Contrairement à Fanuc ou Siemens, Heidenhain utilise une programmation par boîtes de dialogue ou une syntaxe numérotée, très lisible.
Exemple (en mode ISO ou dialogique) :
TOOL CALL 3
L Z-25 FMAX
CYCL 252
DEF: ~20 ; Diamètre cible
DEF: -25 ; Position Z
DEF: 2 ; Largeur de la gorge
DEF: 0.5 ; Profondeur par passe
DEF: 0.1 ; Avance
DEF: 1 ; Type (1 = externe, 2 = interne)Point fort Heidenhain : interface intuitive, erreurs réduites grâce à la saisie guidée, idéal pour les petites séries ou ateliers polyvalents.
Limite : moins répandu en tournage pur ; documentation plus orientée fraisage.
Comparaison synthétique
| Critère | Fanuc | Siemens Sinumerik | Heidenhain |
|---|---|---|---|
| Syntaxe | G-code ISO compact | Paramétrique (CYCLE…) | Numérotée / dialogique |
| Facilité d’apprentissage | Élevée (standard mondial) | Moyenne (nécessite formation) | Élevée (interface claire) |
| Profil complexe | Limité (nécessite G71/G70) | Oui (CYCLE954 très flexible) | Possible, mais moins courant |
| Gestion copeaux | Oui (via R, Q) | Oui (paramètres dédiés) | Oui (paramétrable) |
| Environnement CAO/FAO | Bonne compatibilité | Excellente intégration | Moyenne |
Recommandations pratiques
- Pour les ateliers standardisés : privilégiez Fanuc pour sa simplicité et sa diffusion mondiale.
- Pour l’industrie de précision ou grandes séries : Siemens Sinumerik offre une maîtrise fine des paramètres de coupe et une traçabilité accrue.
- Pour les petites unités ou polyvalence tour/fraise : Heidenhain facilite la programmation sur machine, sans logiciel tiers.
Dans tous les cas, toujours simuler le cycle avant usinage réel, et adapter les paramètres en fonction :
- du matériau (acier, inox, alu, plastique),
- de la géométrie de l’outil (largeur, angle, revêtement),
- de la rigidité du système pièce-outil-machine.
Conclusion
Les cycles de gorge, bien que fondamentaux, révèlent toute la diversité des approches entre les grands constructeurs de commandes numériques. Fanuc mise sur la simplicité, Siemens sur la puissance technologique, et Heidenhain sur l’ergonomie. Choisir le bon système – ou savoir programmer sur plusieurs – devient un avantage compétitif dans un environnement industriel de plus en plus exigeant.
Maîtriser ces cycles, c’est non seulement gagner en productivité, mais aussi garantir la qualité géométrique et la reproductibilité des pièces usinées des critères clés dans les secteurs aéronautique, médical ou automobile.
Vous travaillez sur une machine équipée de l’un de ces systèmes ? Partagez vos retours d’expérience ou vos astuces de programmation dans les commentaires !


